(baugleich mit Proxxon SD300)
Quelle Bild: http://www.lathes.co.uk
Eigentlich waren sie gelb, meine ist aber grün. Hab sie gebraucht gekauft.
Modifizierungen:
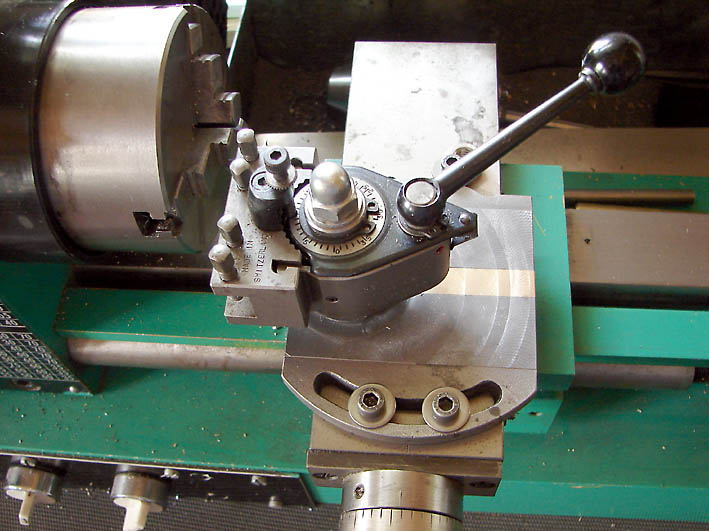
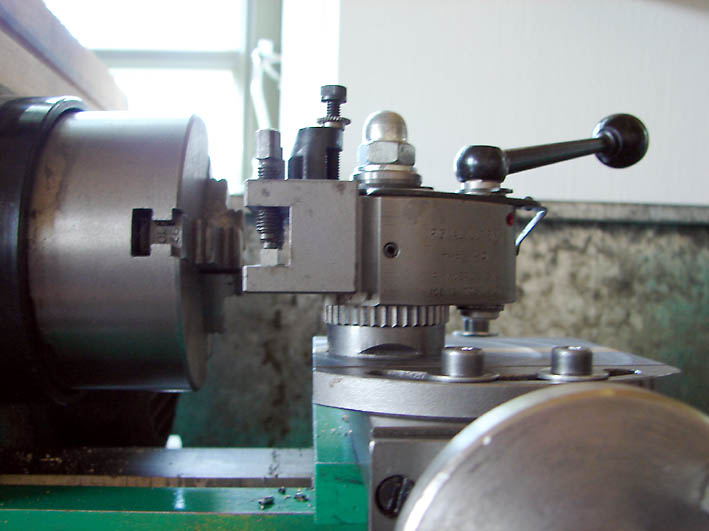
1.) Multifix Aa
Dank ebay hatte ich einen gebrauchten Multifix und wollte ihn auch auf der MD65 einsetzen.
Ich weiß nicht mehr wie oft ich gemessen habe, bin aber zu keinem Resultat gekommen.
Der Abstand von Oberschlitten-Oberkante bis Drehachse ist einfach zu gering für einen Multix.
Bei der ganzen Messerei ist mir irgendwann mal der Oberschlitten runter gefallen und ein Teil des Klemmbogens ist abgebrochen.
Da hab ich geflucht! So ein zerbröseltes Ding wollte ich nicht auf meiner Drehbank!
Das bestelle ich neu bei Unitech!
Und dann kam die Idee: Aus dem Ding baust Du jetzt den Halter für den Multifix!
Weg mit dem Oberschlitten! Den braucht man doch nur zum Konus-Drehen.
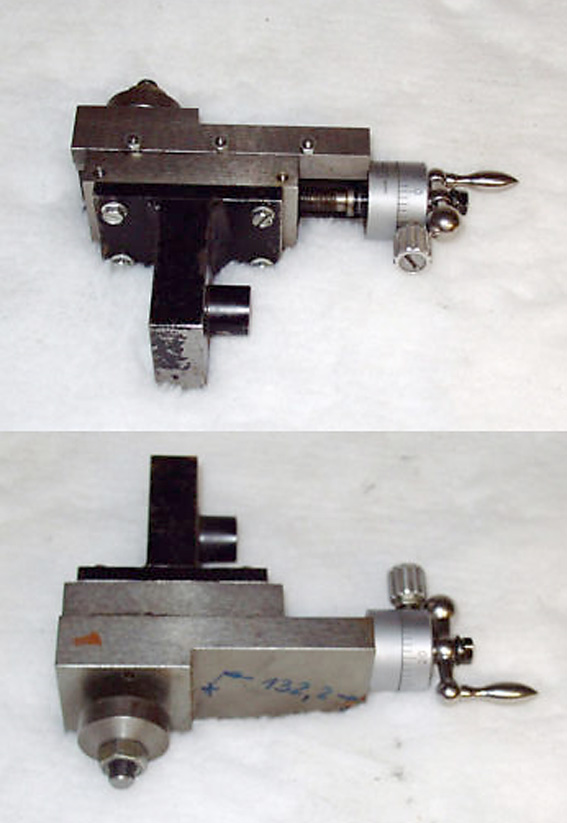
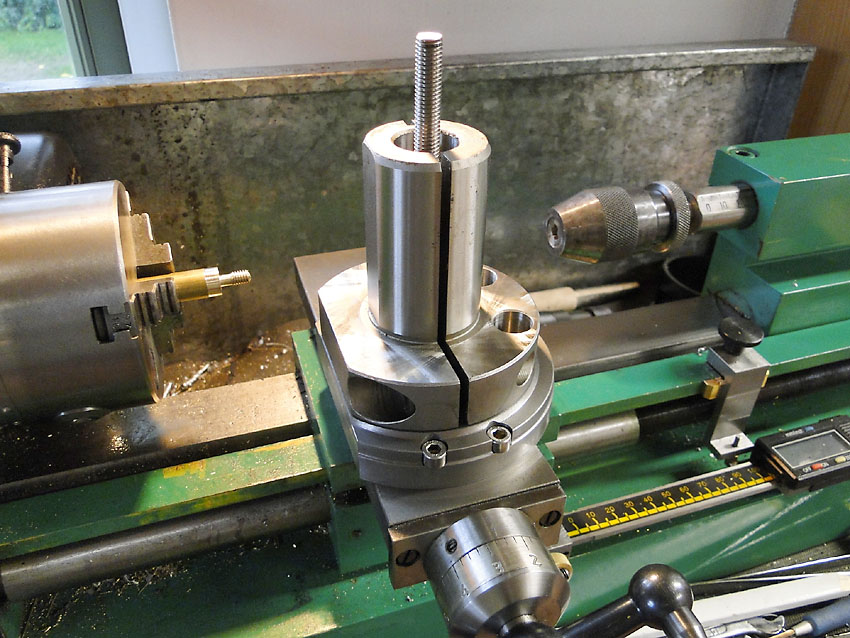
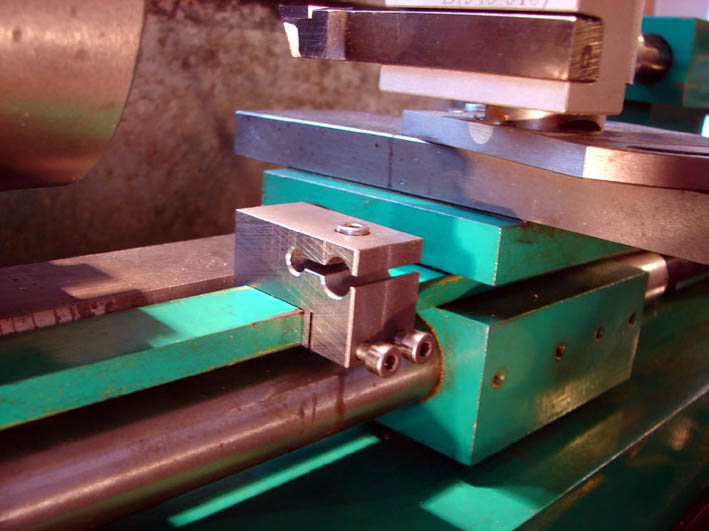
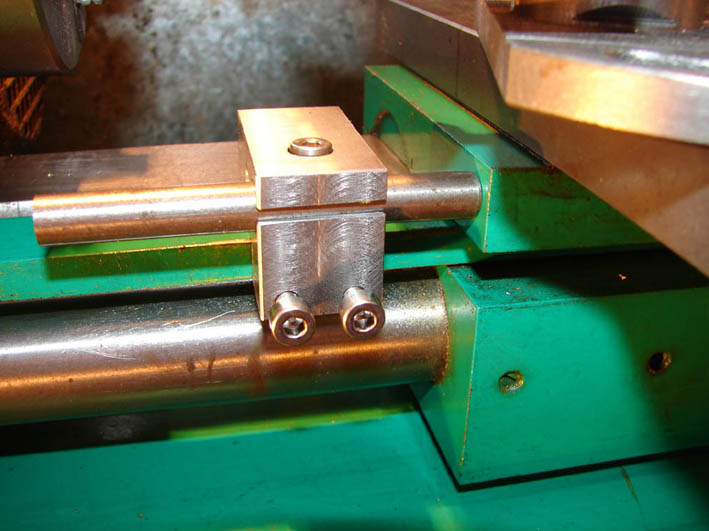
Aus dem alten Unterteil habe ich mir dieses Teil (mittels Rundtisch auf der Fräse) gedrechselt:

Die provisorische Klemmung hinten ist dem abgebrochen Teil geschuldet.
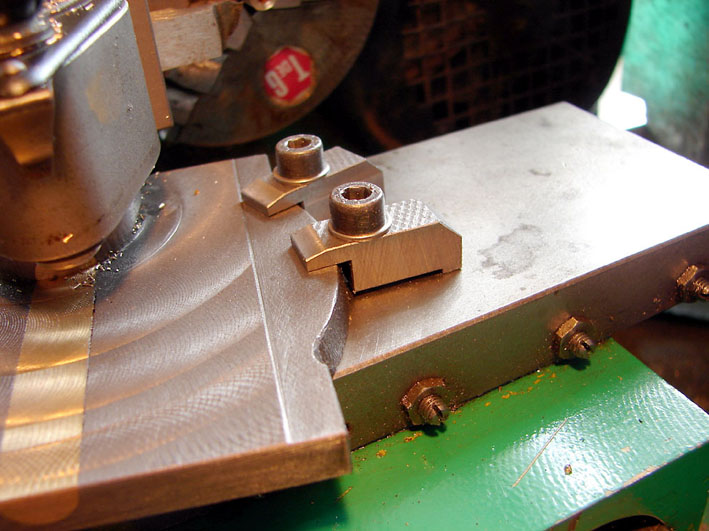
Das ist mittlerweile aber schon behoben.
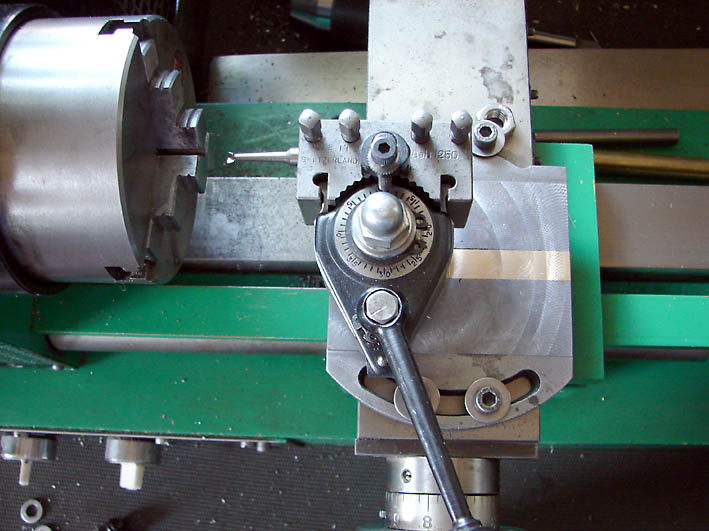
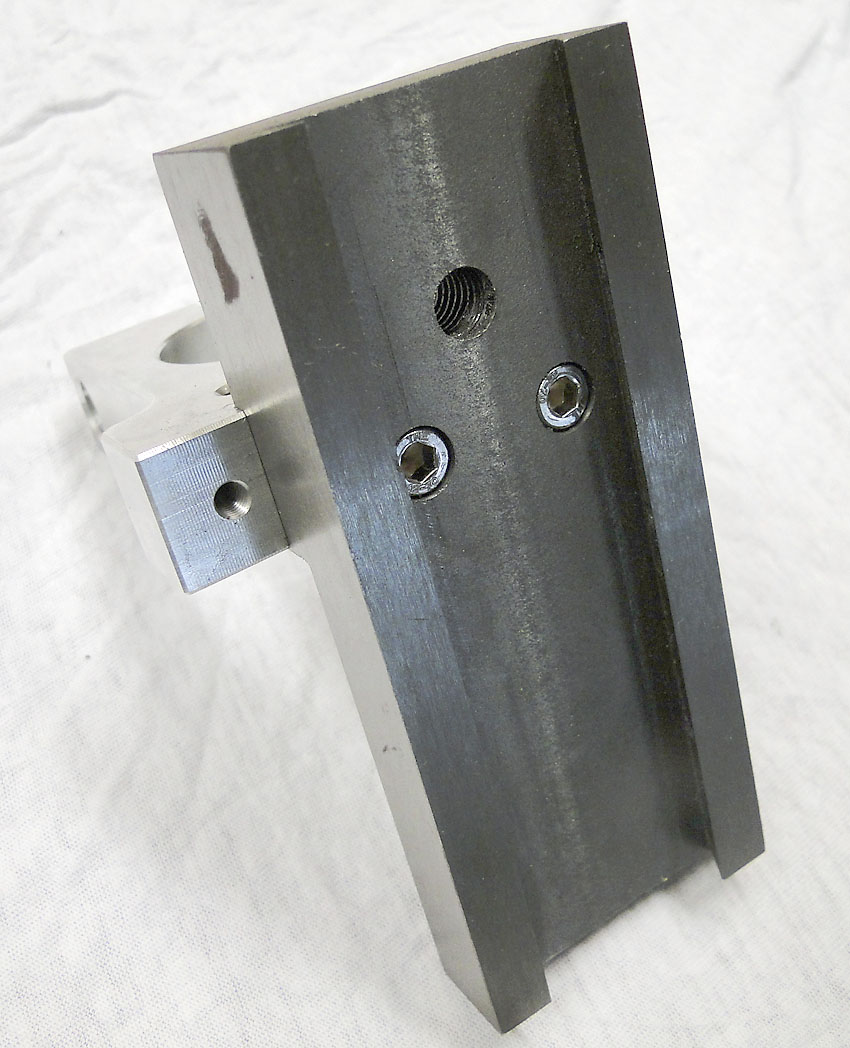
Den eventuellen Nachbauern noch ein paar Tipps:
Die Messingstange habe ich vorher eingeklebt, weil an dieser Stelle die Spindelbohrung war, man aber etwas Fleisch für das Gewinde des Haltebolzen braucht.
Der Haltebolzen sollte noch etwas mehr in die Mitte geschoben werden, damit der Stahlhalter nicht ganz so weit seitlich übersteht.
Von der ehemaligen Schwalbenschwanzführung sollte man ruhig noch einen Steg stehen lassen, das kann der Stabilität nur gut tun.
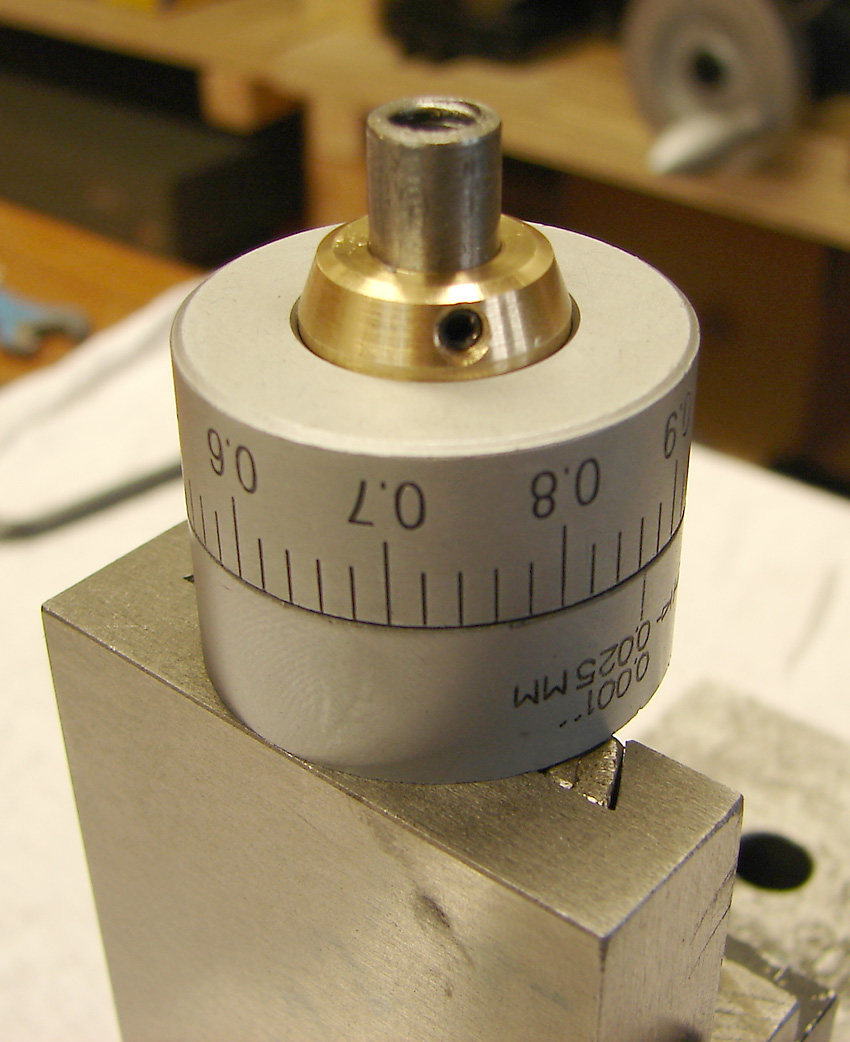
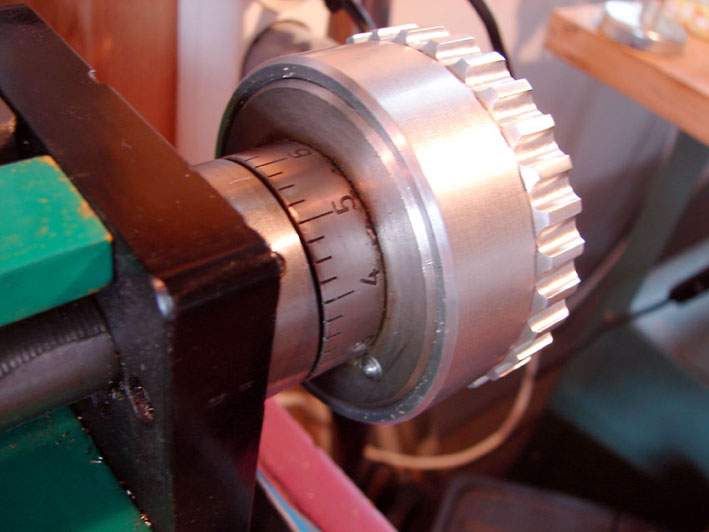
2.) Handrad für Z-Achse
An dem Ding kurbelt man ja doch sehr oft und muß auch feinfühlig zustellen.
Mit dem Originalteil ging mir das schnell auf den Zeiger. Ich habe mir einen Überzieher aus Alu gemacht. Das Original-Handrad sitzt da drunter.
Die Rändelung war die erste große Aufgabe für meinen Rundtisch.
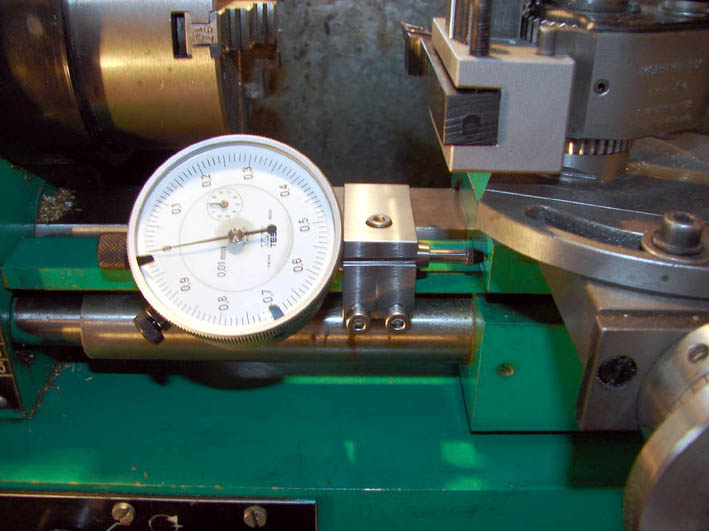
3.) Bettschlittenanschlag
Es ist oft nützlich einen Endpunkt für die Bettschlittenbewegung einzustellen.
Dazu habe ich eine Klemme gefräst, die man auf der Abdeckleiste befestigen kann.
Die Bohrung ist auf 8H7 gerieben und kann auch eine Messuhr aufnehmen.
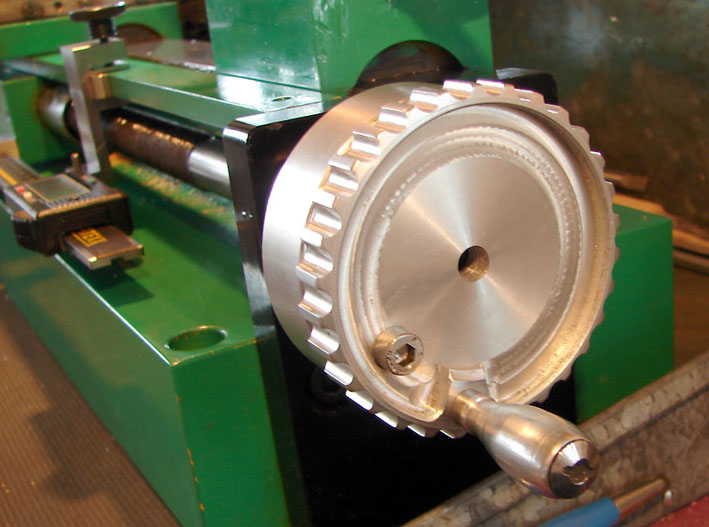
5.) richtige Kurbel für den Planschlitten
Ausgangssituation:
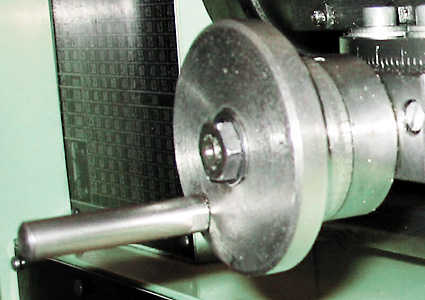
Eines Morgens hatte ich endlich die zündende Idee wie ich eine vernünftige Kurbel an den Planzug bekomme.
Das Problem war, dass die alte Kurbel zusammen mit einer Kontermutter für das
Axialspiel der Spindel zuständig war. Zudem trägt die Kurbel auch noch den Skalenring.
Die alte Kurbel musste also bleiben, wurde aber völlig entstellt und dünner gedreht.
Das war Schwerstarbeit für die Maschine.
Wenn man die Kurbel bearbeitet, womit kurbelt man dann?
Ein Stapel U-Scheiben und zwei gekonterte Muttern+Ringschlüssel waren eine brauchbare Vertretung.
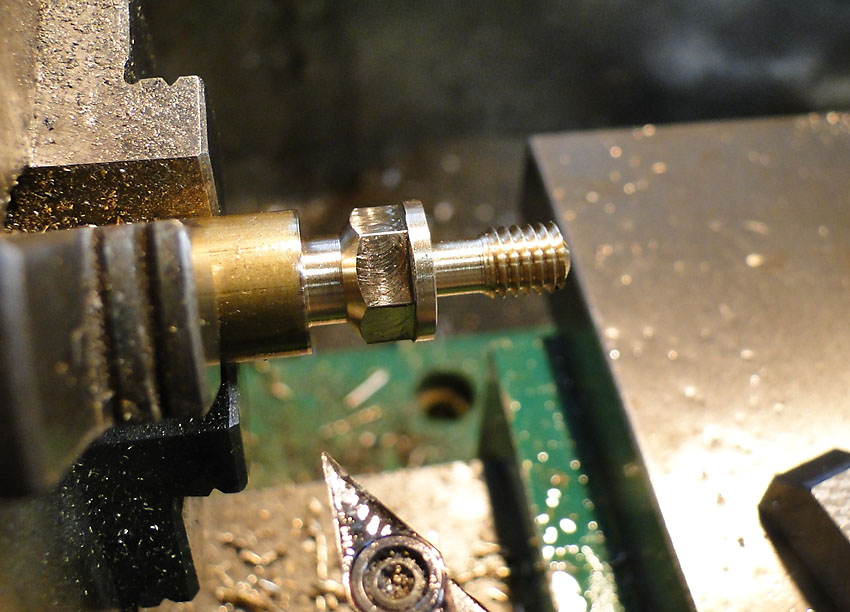
Das ist das, was von der alten Kurbel übrig geblieben ist.

Die neue Kurbel von Mädler sitzt auf einer Hülse, die als Kontermutter dient.


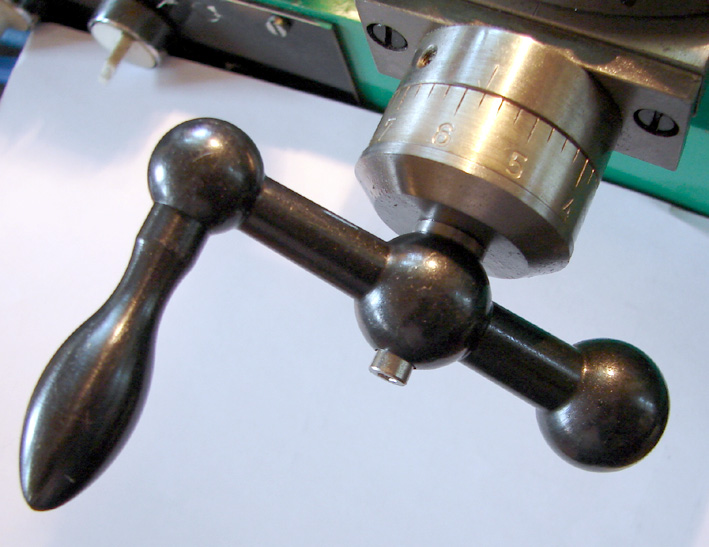
Und damit sich die Kontermutter nicht lösen kann, wird sie mit einer M4-Schraube gesichert.
Das M4-Gewinde in der Spindel war dazu auch noch herzustellen.
Die Hülse habe ich mit Loctite in die Kurbel geklebt.
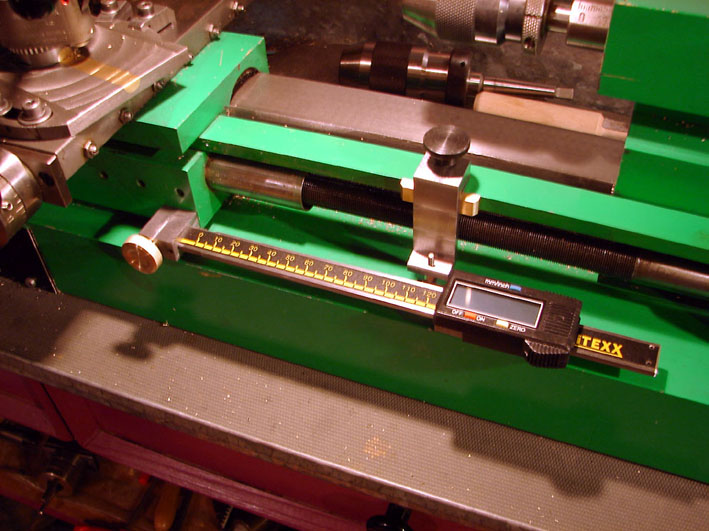
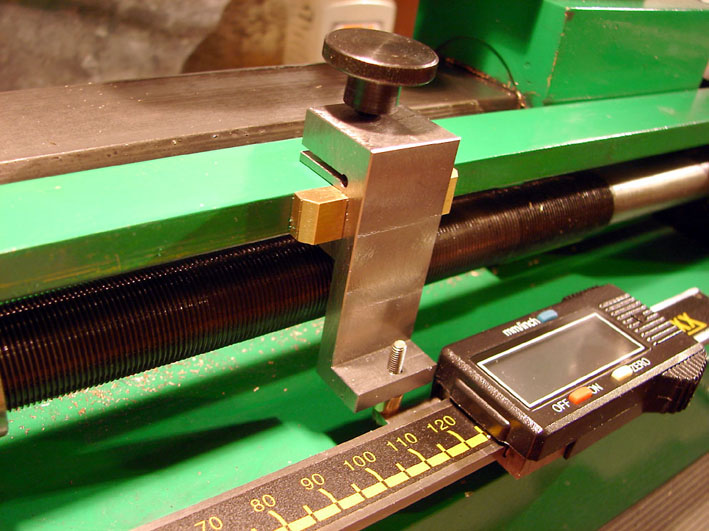
6.) Anbaumessschieber
Und dann hab da mal einen Billigmessschieber zerflext und an die Maschine gebaut.
Die Billigmessschieber haben den Vorteil, dass sie sich selbständig ausschalten.
Die ganze Messeinheit ist mit dem Lösen der beiden Rändelschrauben schnell zu entfernen.
Der Messschieber ist in einem 3,2mm-Schlitz mit einer M3-Madenschraube fixiert.
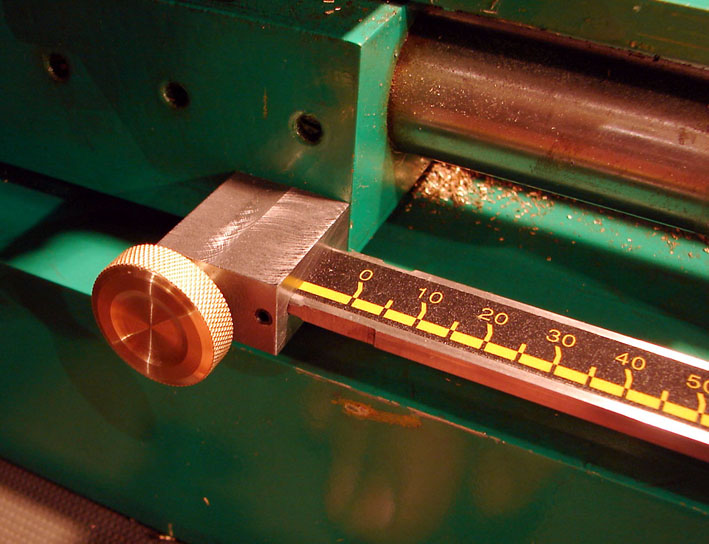
Auf der losen Seite war mir schnelle Verstellbarkeit wichtig.
Die Klemme ist aber an der Stelle wo der Messingklotz sitzt dicker als sie erscheint.
Der Messingklotz ist genutet und greift um die Klemme herum.

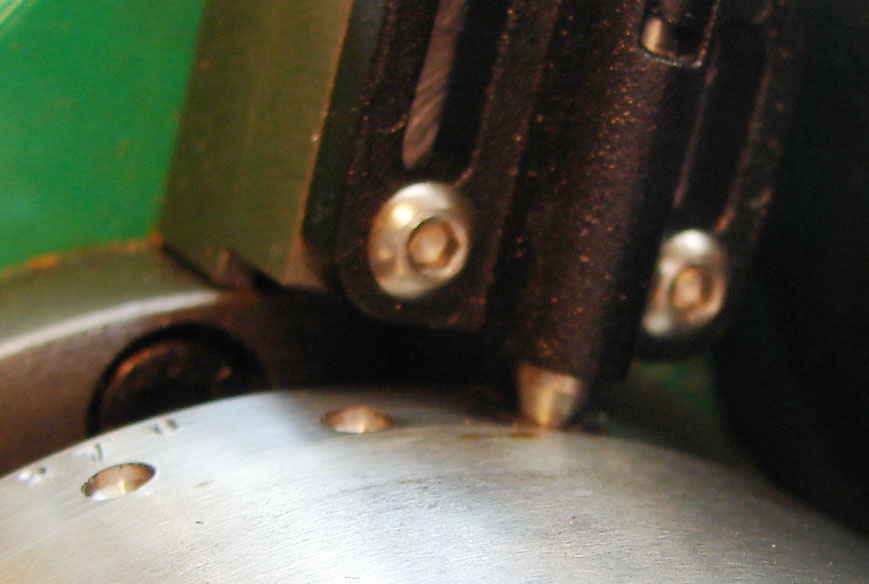
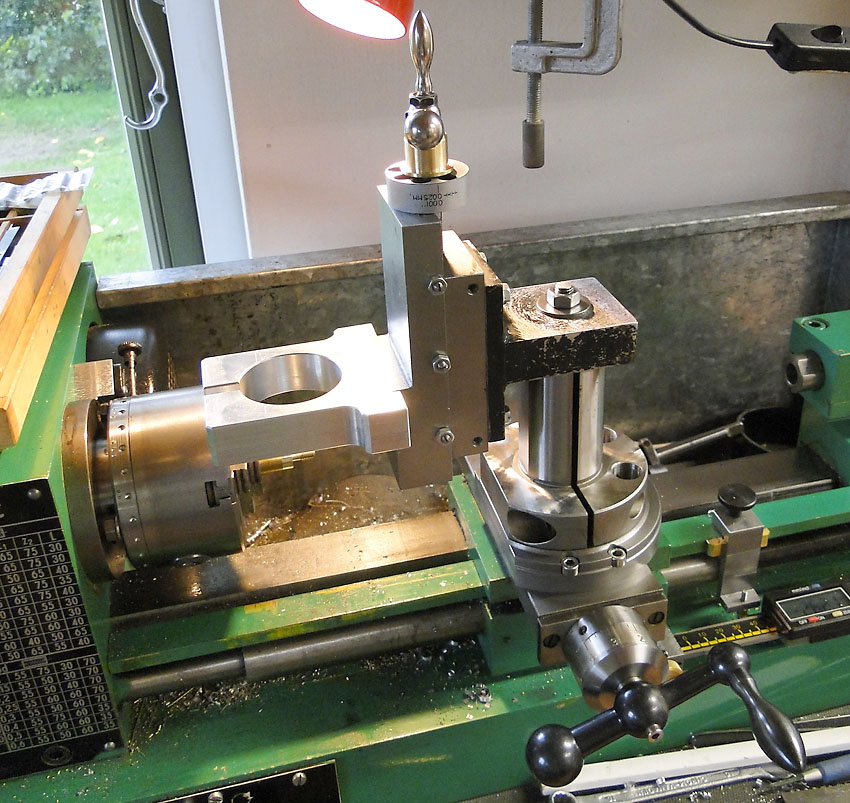
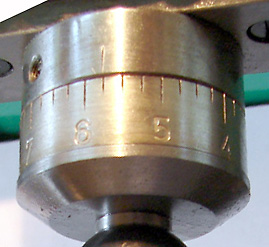
7.) Indexeinrichtung
Manchmal brauch man das. Oft ist es einfacher einen Sechskant gleich auf der Drehbank zu fräsen.
Man spart dann das Ausrichten auf dem Rundtisch, oder irgendwelche Bohrungen, oder oder oder....
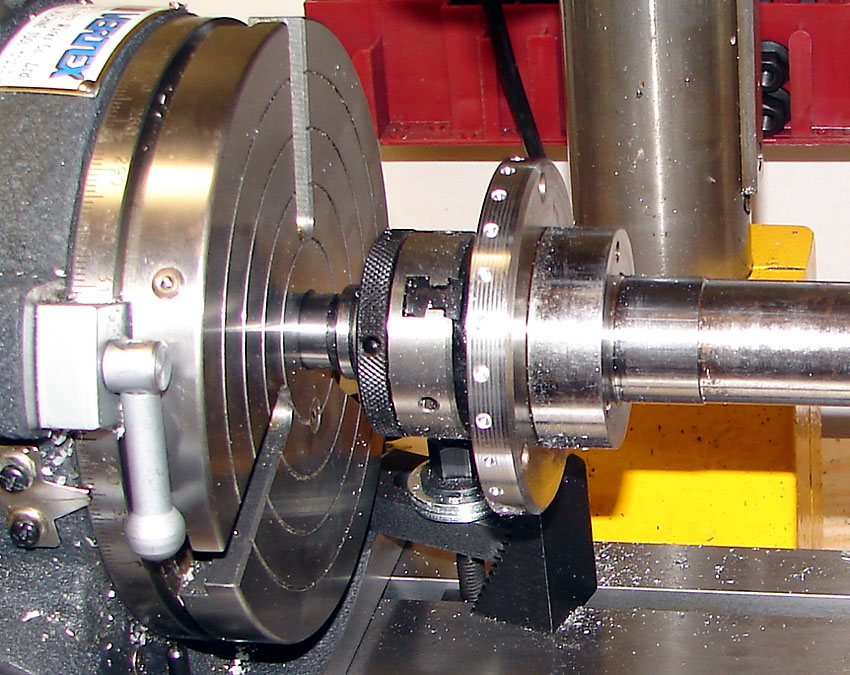
Den Flansch habe ich nicht von der Spindel bekommen. Da hab ich dann schnell die Spindel ausgebaut. Das war jetzt eh mal wieder fällig.
Ich hatte gerade das kleine Dreibackenfutter drauf. Da musste das dann so gehen.
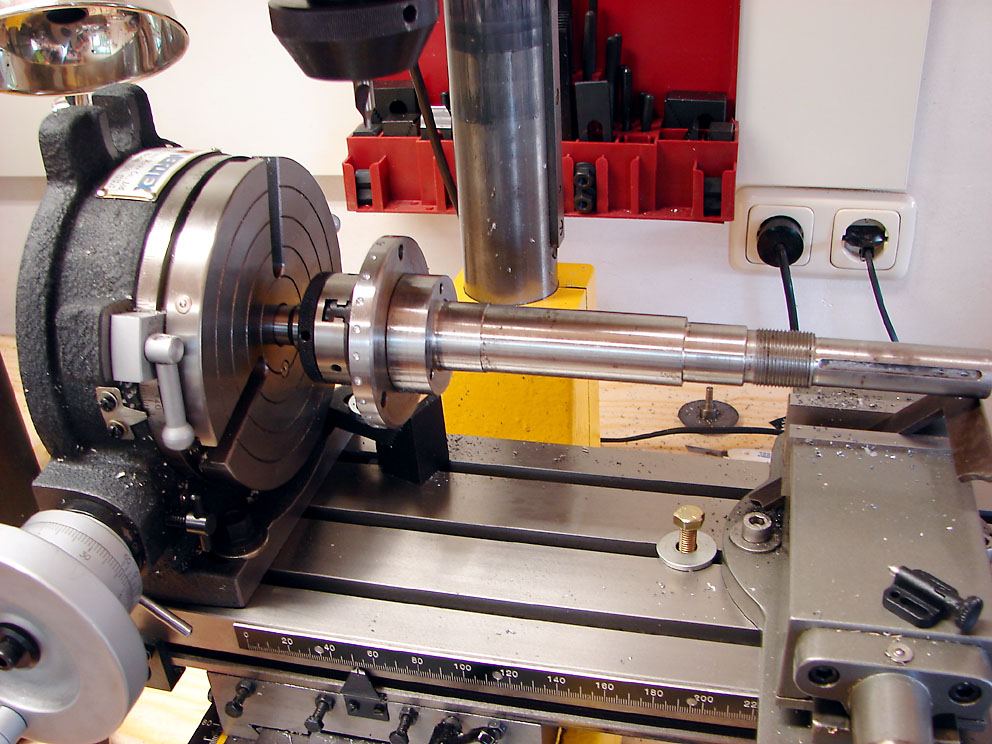
Man beachte den "Reitstock", einen alten Anreißwinkel.
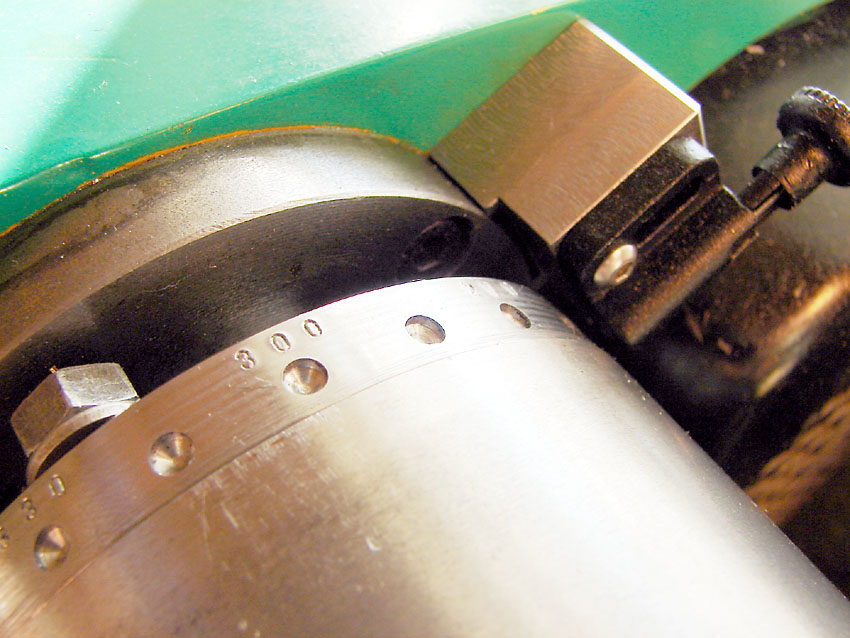
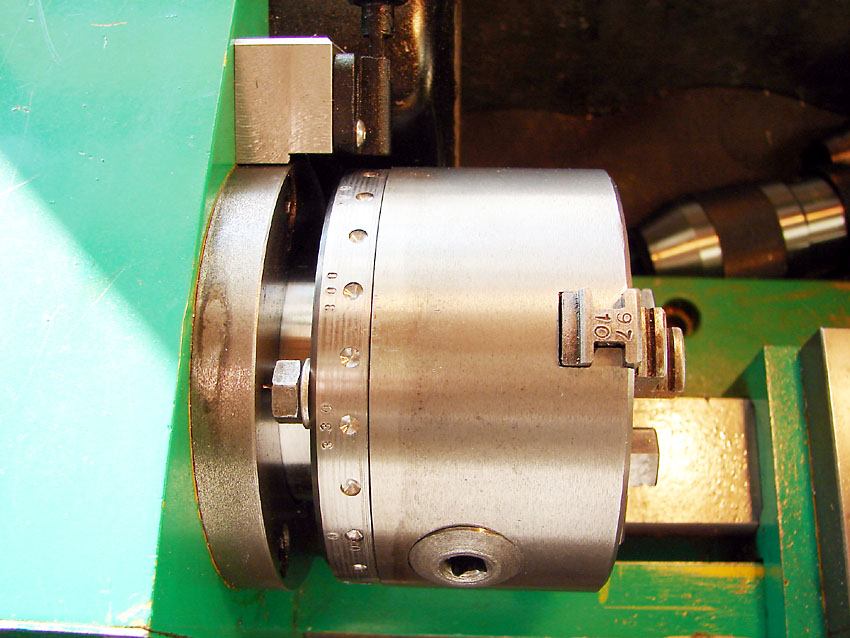
Alle 15° eine Bohrung. Mehr braucht man wohl nicht.
Die Zahlen sind frei Hand gehauen. Ich hatte keine Lust eine Vorrichtung zu bauen.
Natürlich habe ich die Zahlen vor dem Einbau der Spindel eingeschlagen.

Der Raststift ist von Ganter.
Der Knopf sieht etwas zerkaut aus, weil er es ist. Der Hund war's aber, nicht ich.
Alle Fasen sind gefeilt.